導入目的
- 不良流出の防止
- 検査精度の向上
- 検査の標準化
- トレーサビリティ強化
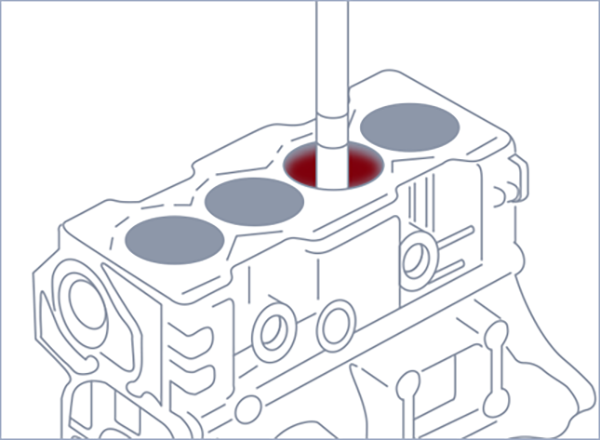
検査概略
- 4⽳の鋳巣や傷の検査
- 検査時間︓7秒/⽳
検査方法
導入前
9秒/⽳。検査員による⽬視検査
導入後
7秒/⽳。検査装置により検査を⾏い、 検査員が検出画像を参考しながら最終判定を実施する
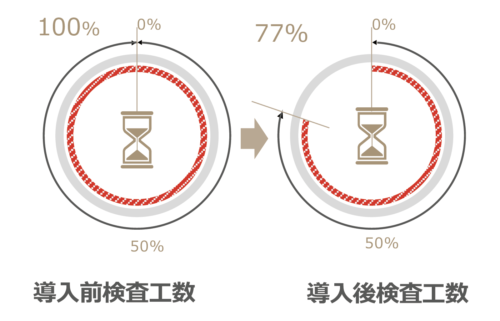
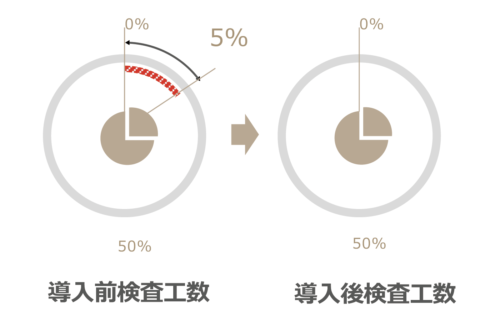
Result導入効果
※前提:50,000個/⽉産
検査工数の削減(23%工数削減)
不良流出率の削減(ゼロまで削減)
定量効果
| 検査コスト | 700万円/年x1名 |
|---|---|
| 不良品流出対応コスト | 200万円/年x1回 |
| 過剰品質による材料ロス | 25万円/月x12 |
| 過剰品質による加工費ロス(⼈件費、電気代、マシンチャージ費、⾦型代) | 112万円/月x12 |
| 合計 | 2,544万円/年 |
定性効果
- 見逃しによる不良流出防止
- 検査工程の標準化
- トレーサビリティの向上
- 製造/開発へ数値による問題点のフィードバック
- 信頼性の向上
- 技術伝承強化
- 信頼性の向上
- 改良/改善スピードアップ
Step検討開始から量産開始までの流れ

Comment当社担当者から
重要部品の中でも検査基準が厳しく、欠陥見逃しが許されないワークのひとつです。また、検査対象面積が大きく非常に検査時間がかかります。その上、クーラント液/洗浄液が表面に残って過剰判定の原因になりがちです。
ANALYZERは高速スキャンで精度を落とさず短時間で検査できます。また、AI(製品名:DEEP-EYE)を駆使し過剰判定を抑制できます。安心して私たちにお任せください。

